
 Kuhala i lampe
Kuhala i lampeIzvještaj o testiranju uređaja IK-72 T
U nadi da našim poslovnim partnerima približimo proizvode za plinsko rezanje i zavarivanje renomiranog svjetskog proizvođača KOIKE organizirali smo prezentacije ovog uređaja u brodogradilištima gdje nam je želja bila pokazali sve prednosti koje proizlaze uporabom ovih proizvoda.
Poduzeće KOIKE najveći dio svog proizvodnog programa upravo je razvijao u suradnji sa brodogradilištima, koja predstavljaju ključni segment u njegovom poslovanju. Velika većina prijedloga, sugestija i potreba upravo su došli neposredno iz segmenta brodograđevne industrije na početku iz japanskih brodogradilišta, a kasnije iz velikog broja brodogradilišta širom svijeta.
Napredna tehnologija u kombinaciji sa velikom uključenosti u specifične kupčeve potrebe, je osnovna prepoznatljivost ovog japanskog proizvođača kojeg karakterizira više od 90 godina tradicije u pliskom , laserskom i plazma rezanju. Proizvodi ovog proizvođača prisutni su u cijelom svijetu ponajviše u brodograđevnom sektoru što dokazuje veliku kvalitetu i mogućnost primjene ove napredne tehnologije.
Detaljnije o ovom stroju možete pogledati na OVDJE
Ovdje Vam iznosimo rezultate testiranja predmetnog uređaja za poluautomatsko plinsko rezanje
1. UVOD
Testirali smo prijenosni poluautomatski plinski rezač. Rezač proizvodi firma “KOIKE” a distributer je firma RAM d.o.o. – Rijeka. Razlog testiranja uređaja je utvrditi može li se u jednom prolazu ukloniti montažni višak i pripremiti rub lima za zavarivanje čime bi se dobila kvalitetna površina za zavarivanje i skratilo vrijeme rada.
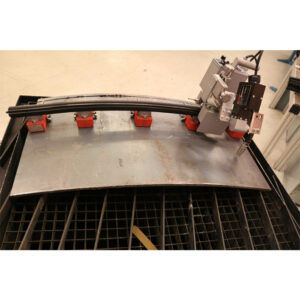
Ispitivanje uređaja napravljeno je na pripremljenom uzorku na prostoru ispod Navoza I.
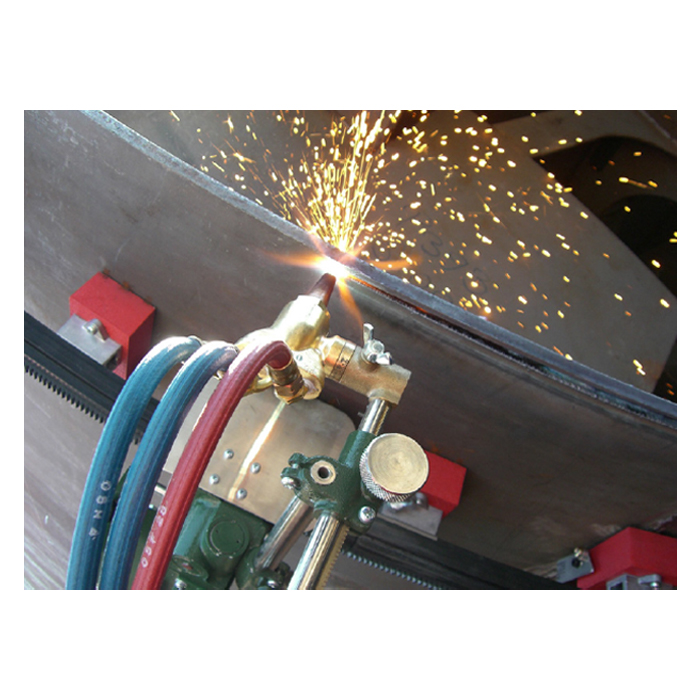
2. OPIS UREĐAJA
IK – 72 T je prijenosni poluautomatski plinski rezač za rezanje u svim pozicijama (trodimenzionalni). Ima tri vrste vodilica. Vodilica D1 je izrađena od aluminija i koristi se kod rezanja ravnih površina. Sustav rezanja D2/D3 je izrađen od tvrde gume s fleksibilnim čeličnim cijevima u unutrašnjem dijelu i koristi se kod rezanja dvo i tro dimenzionalnih dijelova. Sve vodilice imaju magnetske nosače.
Tablica 1: Specifikacija vodilica
| Dužina vodilice: | 1500 mm 1D |
| 1000 mm 2D i 3D | |
| Materijal vodilice: | Aluminij 1D |
| Fleksibilna guma 2D i 3D | |
| Masa vodilice: | 6.5 kg |
3. TEHNIČKE KARAKTERISTIKE
| IK – 72 T | |
| Debljina rezanja | 5-50 mm |
| Brzina rezanja | 150-700 mm/min. |
| Pogon | PWM |
| Vrsta plina | Acetilen, propan-butan, prirodni plin |
| Geometrija reza: | I, V max. 45° |
| Napajanje | 42V / 110V / 220 V AC |
| Težina | 4,5 kg |
4. REZULTATI ISPITIVANJA
Prilikom ispitivanja uređaja na pripremljenom uzorku dobiveni su sljedeći rezultati:
| DEBLJINA LIMA (mm) | 12 |
| DEBLJINA LIMA (SKOŠENJE 30°) (mm) | 15 |
| TEHNOLOŠKA BRZINA REZANJA MEHANIZIRANIM UREĐAJEM (mm/min) | 564 |
Usporedba sa dosadašnjim načinom pripreme ruba lima palube za zavarivanje (plinskim plamenom).
| DEBLJINA LIMA (mm) | 12 – 16 |
| TEHNOLOŠKA BRZINA REZANJA RUČNO (mm/min) | 300 |
5. ZAKLJUČAK
Prilikom ispitivanja došlo se do sljedećih zaključaka:
- brzina rezanja mehaniziranim postupkom veća je 88% u odnosu na ručno rezanje ukoliko promatramo samo efektivno vrijeme rada,
- pripremno završno vrijeme ovdje nije analizirano, ali ako grubo procijenimo da je ono značajno na strani mehaniziranog postupka, možemo smatrati da je ukupno vrijeme rezanja za oba postupka jednako,
- sa ručnim postupkom najprije se reže montažni višak, a nakon toga radi priprema za zavarivanje dok kod mehaniziranog postupka istovremeno režemo montažni višak i radimo pripremu za zavarivanje što znači da smo postupak dvostruko ubrzali,
- ako uređaj koristimo na rezanju montažnog viška i pripreme zavara u jednom prolazu samo na sekcijama dvoboka, paluba i tankova tereta dobijemo (uvidom u normirane sate) okvirnu uštedu od 400 ES po gradnji (korištenjem 3D vodilica uređaj se može koristiti i na sekcijama strojarnice),
- mehaniziranim postupkom dobiva se ravnomjerni rez, s jednakim kutom žlijeba i jednakom zračnosti u spoju što će imati veliki utjecaj na poboljšanje kvalitete zavarivanje,
- zbog svega navedenog smatramo da je uređaj primjenjiv za naše uvjete rada na navozu. Povećava se brzina i kvaliteta rezanja, smanjuje se mogućnost pogreške kod zavarivanja i smanjuju se troškovi popravaka i dodatnog ispitivanja zavara,
- očekivani povrat investicije (ušteda sati rezanja, smanjenje troškova naknadne kontrole) bio bi nakon 2-3 gradnje.